トラブル対応、その前に(5)…知っておきたい紙の基本品質Ⅳ
紙は伸びたり縮んだり、ボコついたり破れやすくなったりしますが、これはどうしてでしょうか。今回も基礎知識ですが、紙の基本特性のうち「水または湿度に敏感なこと」は、紙の最も重要な特徴ですが、それ故にいろいろな症状が起こり易いわけです。それらを学び、その中で十分配慮されていても発生しやすいトラブル、紙ぐせ関係などに触れ理解を深めます。
紙と湿度について
紙は、植物繊維を主原料として造られております。その単繊維自体、水分を保有し、親水性で水と新和性が大きいため水分変化に敏感です。従って、それを原料にしている紙も、周りの水分すなわち、湿度変化に敏感となります。
平衡水分・相対湿度とは
1枚の紙を湿度の異なる環境に置けば、紙の中の水分は直ちに変化し始めます。湿度が高ければ紙は水分(湿気)を吸収し、低くなれば放出し、ごく短時間にその変化は完了します(図1)。
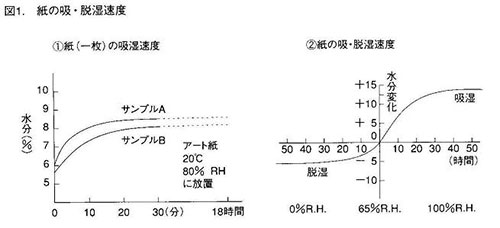
そして一般的に、紙の吸・脱湿速度は紙の多孔性に影響され、粗い紙やサイズ性の低い紙のほうが速くなります。
なお、積み重なった紙(積層紙)は外気の湿度に触れ、変化するのは周辺のみで時間が掛かり、しかも内部はほとんど変化しません。このため、後述のように局部的な紙ぐせ(波打ち、おちょこ)トラブルが起こりやすくなります。
紙の水分が、これ以上変化しない状態(飽和状態)になることを水分が平衡するといい、このときの水分値を平衡水分といいます。紙はそれぞれ、湿度に応じた平衡水分を持ちますが、親水性に富む紙ほど、ある湿度での平衡水分は高く、親水性が乏しいほど低くなります。 例えば、一般的に親水性の高いパルプ原料の多い板紙のほうが、上質紙よりも平衡水分は高く、親水性が乏しい顔料などを含んだ塗料を塗布している塗工紙のほうが、上質紙よりも平衡水分は低くなります。また同一品種であれば、坪量の大きいほうが、親水性の高いパルプ原料が多いために、平衡水分は高くなります。
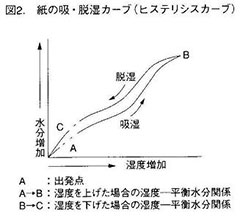
さらに高湿度(例えば95%)の状態から、ある湿度(例えば65%)に下げたときの紙の含有水分は、低湿度(例えば5%)から同じ湿度(例えば65%)に上げたときの水分と異なり、高い水分状態で平衡になります。すなわち、湿度の下降過程と上昇過程とでは、同一湿度に対する平衡水分は異なります。これを紙のヒステリシス現象(履歴現象)といい、また、描くカーブをヒステリシスカーブといいます(図2)。
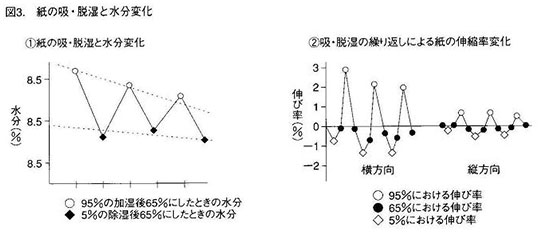
このため強制的に湿度を変え、高・低の湿度状態を繰り返すと、紙の水分変化幅は小さくなり、一定の値に近づくとともに紙の伸縮程度(伸縮率)も小さくなっていきます。このように、紙は時間を掛けて吸・脱湿を繰り返すと含有水分や伸縮程度が安定した状態になります。これをエージング(熟成)効果といいます(図3①、②)。
また、皆さんは紙が息をするとか、生きていると聞かれたことがあると思いますが、紙は本当に生きもののようです。 紙をある期間以上寝かすと熟成して、上記のように紙ぐせや伸縮程度などが安定した状態になります。
ところで、私は知りませんでしたが、「風邪引き紙」という言葉を、ご存知の人が多いかも知れませんが説明しておきます。
風邪引き紙とは、「高温多湿の環境で長期間保管されている間に、腰がやわらかくなって変色した紙のこと。耐久性がなく、墨や絵具がつきにくく、印刷もしにくくて毛羽立ちやすい。繊維細胞を膠着させているヘミセルロースが分解して劣化したためといわれる。また江戸時代の紙で、ネリ(粘剤)に雑菌が混入していたため斑点のできているものも、風邪引き紙という(和紙文化辞典 久米康生著 わがみ堂発行(1995年10月)から引用)」とあります。保管法とか手当てが悪いと、このように紙も病気をするわけですね。
さて、今まで湿度という言葉を使ってきましたが、湿度は一般に相対湿度と呼ばれるもので温度も関係します。もう少し説明しますと、ある温度において含むことができる空気中の最大水蒸気の量(飽和水蒸気量)は一定です。相対湿度とは、この最大水蒸気量(飽和量)を100%とし、実際に含まれている水蒸気量の比をパーセントで表したものです。関係湿度ともいい、RH(Relative Humidity)で表示します。
従って、いま仮にある温度の大気が、この限界量(飽和水蒸気量)いっぱいの水蒸気量を含んでいるときには相対湿度100%(100%RH)になります。
そして、それぞれの温度によって空気中に含むことができる水蒸気の量は異なっており、高温になるほど多く含むことができ、低温になるほど少ない水蒸気しか含むことができません。
すなわち、気温が高いほど、空気中に含むことができる水蒸気の限界量(飽和水蒸気量)は大きくなるため、気密状態で実際に含まれている水蒸気の量に変化がなく同じであれば、温度が上がるにつれて相対的に湿度(相対湿度)は下がります。逆に、空気温度が低くなれば、相対湿度は高くなります。
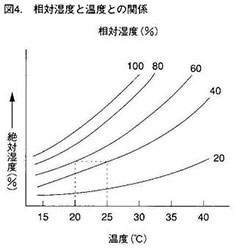
なお、参考までに図4に簡単な温度と相対湿度の関係(温度湿度図表)を示しますが、湿度は温度の影響を受けることが理解できると思います。この図では例えば、空気などの全く出入りのない気密状態で、温度25℃にある相対湿度40%の環境は温度が20℃に下がったときに、相対湿度は60%になることを示しています。逆に温度20℃にある相対湿度60%は温度が25℃に上がったときに、相対湿度は40%に変化することを表しています。
密封内の中に含まれる水蒸気量は変わらないので、外気温度が下がっていけば、その中の相対湿度は増加し、ある温度になると相対湿度は100%となり飽和に達します。これがさらに冷えると相対湿度は100%を超え、水蒸気の一部が凝縮して露となり、遂には密封内壁が濡れ、いわゆる「結露」を起こすことになります。
このことは温度変化が大きい環境に置いた場合、例えば倉庫などに包装され密封状態にある紙製品(積層紙)を置いた場合に、外気温度が下がったとき、ワンプ包装紙内側が結露状態になり、包装内が濡れ、紙製品の周りも湿り、くっつき状態になるのではないかと推定できます。
このことを証明するようなトラブルが実際にありました。次にそのトラブルを下記に紹介します。
アート紙のくっつき(ブロッキング)トラブル
- 発生年月…2000年2月
- 抄造ロット…1999年3月
- 品種・米坪…両面アート紙157.0g/m2
- 寸法…939×636mm(平判品)
- 製品山高さ…約1m(ワンプ連包装品)
発生状況
クレームが厳冬の2月に発生。状況は印刷所で連包装品の包装紙を開封し、印刷したところ給紙不良が発生。白紙を調べると紙同士のくっつきが発見され、それが原因として欠陥紙混入クレームで、倉庫在庫品とともに工場に返品となった。
調査結果
原因を調べるために返品白紙を調査した。その結果は次のとおりである。
- 紙の切り口は悪くなく、普通以上で切り口不良によるくっつき(ブロッキング)ではない。
- くっつきは、端面でなく紙の4辺に、端から5mm内にランダムに発生。
- 倉庫在庫品の調査では、荷重がもっとも掛かる4段積の最下部でくっつき程度が大きい。これらのことから結露状態によるくっつきと推定された。
再現実験
このことを実証するために、工場内にある環境試験室で冬場の低温多湿になるよう条件を変え、結露状態をつくり、紙のくっつきを再現するために実験を実施した。
すなわち、積層した紙サンプルを包装紙で密封し、保管温度を次第に下げていく。次第に実験室内の湿度は高くなっていくが、室内湿度が50%RH、80%RHおよび90%RHになったところで、それぞれ一昼夜、調湿。その後、各調湿下の積層紙サンプルを採取し、それぞれの紙試料を一定圧(ケージ圧8.0kg/cm2…7段積相当)で24時間、加圧し、くっつき程度を比較した。
その結果、表に示すように紙の保管湿度が50%RH(温度25℃)のときは、くっつきがなく正常(評価点5点)。さらに湿度が高い80%RH(温度10℃)では、クレームレベル(評価点3点)のくっつきが発生し、それ以上の90%RH(温度2℃)では、さらにその程度は悪化した。
同時に比較に入れた他の抄造ロットや他社アート紙との差はなく各条件とも同レベルであった(下表参照)。
なお、非塗工紙である上質紙もアート紙(塗工紙)と同時に実験をしたが、上質紙のくっつき程度はアート紙に比べ若干、軽度であった。これはアート紙の表面には、接着剤(でんぷん、ラテックスなど)が多く含まれている塗料が塗布されているのに対して、上質紙にはそれが無いからだと考える。
|
アート紙 (トラブル品) |
アート紙 (同ロット品) |
アート紙 (他月品) |
他社 アート紙 |
|
|---|---|---|---|---|
|
50%RH (温度25℃) |
5 | 5 | 5 | 5 |
|
80%RH (温度10℃) |
3 | 3 | 3 | 3 |
|
90%RH (温度2℃) |
2 | 2 | 2 | 2 |
[注]・評価…5点法(5点ほど良…くっつき程度が小)
原因の推定と対策
この再現実験から原因は、流通倉庫で1年近くの長期在庫品(4段積)であり、寒い冬場のため、何らかの理由で温度が下がり過ぎ、結露状態になり、その結果、くっつき(ブロッキング)が発生したものと考えられる。
この実験結果を持って、お詫びとともに印刷所に行き、説明し了解を得た。また、製品を保管する流通倉庫業者にも説明し、原因と考えられる冬期の温度低下防止策として、降雪時とか、寒いときには長らく屋外に製品を置かないことや、製品を倉庫内に保管するときは倉庫外壁にぴったりくっつけないで、外壁から10~15cm以上離して製品山を置くとか、フェルトなどで外壁側の製品山を覆うなどの配慮がしてもらうよう依頼した。
なお、メーカーとしても、同様に工場内の倉庫管理を徹底するとともに、くっつき(ネッパリ)防止のために、紙の水分(紙間湿度)が高過ぎにならないように製造時の管理を実施するようにした。
注
ブロッキング (blocking)とは、印刷でも用いられるが、紙関係では切り口不良や濡れなどによる「くっつき」現象をいう。印刷関係では、印刷過程における印刷インキの乾燥プロセスのなかで、インキの粘着性により印刷物が互いに接着する現象を「ブロッキング」という。インキの盛り過ぎ、インキの乾燥性不良、または乾燥した後に、過度の圧力や熱を加えたときなどの原因により、積み重ねた印刷物同士が接着する状態をいう。対策としては、乾燥性のよいインキ、刷本の保管時重い荷重がかかった状態で長時間放置することなどを避けることが必要である。