「和紙」と「海苔」の類似点について
乾海苔の製造は、浅草紙の紙漉き法から考えだされたという説があるように、「和紙」と「海苔」は類似点が多くあります。それは、
(1)最適な生産時期
(2)製造法
(3)数える単位
(4)水分(湿気)に敏感
(5)包むもの
などですが、それぞれについて説明します。
(1)最適な生産時期
一年のうち「和紙」および「海苔」を漉く時期、すなわち生産する時季はほぼ同じで、冬から春が最適とされています。古来より「紙(和紙)は寒漉き」といわれているようですが、これは冬の寒いときに漉くと良い紙ができることから言われだした言葉です。
和紙を手漉き(流し漉き)するときに、紙料液中の繊維を均等に分散させ、美しく強い紙を造るのに、トロロアオイやノリウツギなど植物性の「ネリ」(粘剤)を入れます。この「ネリ」は長い鎖状分子からできており、温度が高いとこの分子の鎖が切れて短くなり、次第に紙料液の粘度が下がり、その結果、「ネリ」の効果が損なわれてしまいます。
例えば真夏のような暑いときに、和紙を漉けば漉き槽のなかの液温が高くなって、「ネリ」の粘度が早く低下し、繊維の分散が次第に悪化していきます。そのためときどき「ネリ」を補給し攪拌しなければなりません。このため作業能率が下がるうえ、一定の条件で作業が出来ず、紙にばらつきが生じやすくなります。これが冬場だと温度が低いので一晩放置して、翌朝になっても槽内の紙料液は粘度が保持されており、紙漉きができる状態です。このため作業条件が一定して、しかも能率が良く、ばらつきも少なく良い紙が得られることになります。
もうひとつは腐敗の問題です。温度が上がると、ものが腐りやすくなりますが、紙漉きに欠かせない多糖類成分の「ネリ」も菌が繁殖しやすく腐敗しやすくなります。そのため材料を作ったら、何日も放置しないで一日も早く、漉き上げなくてはなりません。この制約のため仕事がしにくくなります。反面、温度の低い冬場は腐敗しにくいため、制約もなく計画的に紙漉きができ、安定して良質の紙の品質も得られるようになります。
また、海苔は「寒ノリ」といわれるくらいに、寒い冬の冷たい海水で育ったノリから作られたものは風味豊かで香りもよく、良質な海苔といわれています。海苔は、ふつう秋に現れ、冬から初春にかけて生長し、初夏を迎える頃には消えてしまいます。養殖技術が進歩した現在のノリ養殖は10月から始まり、11月の上旬にはその年の最初のノリ(初ノリ)が収穫されます。美味しいノリはさらに温度が下がる12月から1月ということのようです。美味しさとか香りとかという海苔本来の内容を備えたノリということになると、寒さで引き締まった条件で育ったノリということになり、冷たい北風にさらされることは美味しいノリ作りの一つの条件と言われています。このため一般に、海苔が採れるのは晩秋から春にかけての冬場と理解されているわけです。
このため「紙漉き」(かみすき)や、寒漉(かんすき)、紙干場(かみほしば)、紙漉女(かみすきめ)、楮晒す(こうぞさらす)、楮蒸す(こうぞむす)、三椏蒸す(みつまたむす)などは冬の季語になっています。 一方の「海苔」は、一般に春の季語で海苔簀(のりす)、海苔干す(のりほす)も初春、「寒海苔」「新海苔」や「初海苔(はつのり)」などは晩冬[立春(2月4日ごろ)から啓蟄の前日(3月5日ごろ)まで]の季語として使われています。
(2)製造法
次に製造法ですが、機械すきが主体になった今日、和紙も海苔も昔ながらの手漉きが今も残っています。ただ海苔の場合は、商売をされ手漉きだけで生計を立てておられるところがどれくらいあるのか統計がないようで、はっきりと分かりませんが、非常にまれでないでしょうか。いやゼロかもしれません。手漉き海苔づくりは、今では観光やイベント(催し物・行事)などで体験できるぐらいしか残っていないようです。
これに対して和紙の場合は、減少傾向にあるものの手漉きで商売をされ生計を立てておられるところが全国各地にあります。
ところで紙の作り方の基本は、原料を煮て植物繊維を取り出し、ちり取り、叩き、網か簀ですき上げ、水をしぼり、乾燥させるという方法ですが、これは紙の歴史、二千年前から変わりません。もちろん機械による紙造りも、人の手による手漉き和紙づくりもその基本は変わりありません。
海苔についても最近では機械化が進み、養殖網から摘み取られた生海苔を全自動乾海苔製造装置などを用いて効率よく乾海苔が製造されるようになっています。次に機械による方法を簡単に説明しておきます。
- 摘採された原藻は、まず海水の入った水槽に入れられ攪拌され、ほぐされます。
- 次に異物除去機で異物が取り除かれます。
- 海苔切断洗浄機で、水洗いされ細かく切断されます。
- 切断、水洗いされた海苔は、海苔調合機で水と混合し濃度を調節します(海苔の濃度が濃くなると厚く、逆に薄いと薄くなる)。
- 調合された海苔は、御簾(みす)の上に流し込まれ一定の大きさに形成されます。
- 余分な水分はスポンジで吸水しながら脱水します。
- 脱水された海苔は乾燥機で乾燥します。
- 乾燥された海苔は、海苔御簾から剥がされ、海苔選別機で1枚ずつ生乾きや破れなどをチェックします(そのような海苔は機械が検出)。
- チェックに合格した海苔は、10枚ずつに数えられ結束されます。
- この段階では、まだ8~12%くらいの水分を含んでおり、長期間保存することはできません。そこで火入れ乾燥と称する、再乾燥処理を施し、約2%前後に乾燥し密封貯蔵します。
- この後、焼のりや味のりとして加工されて販売されます。
以上は機械による乾海苔の作り方ですが、昔ながらの人手による干し海苔の作り方は、原料こそ違いがありますが、手漉き和紙の作る方法とほぼ同じです。すなわち、摘採したノリを洗う、叩き刻む、漉く、脱水、乾すなどの工程をへて干し海苔になります。
もう少し詳しく説明しますと、摘み採ったノリをざるに入れて水切り後、分厚い海苔切り台の上に生ノリをのせ、海苔切り包丁や刃を柄に直角に付けた飛行機包丁を使って、手で叩き細く刻みます。この刻まれた原料を適量の水と混ぜた後、マス(枡)などですくい、四角い木枠(きわく)をのせたノリ簀に流し込み、漉きあげます。ノリは簀にはりついた状態で水切りされますが、さらに脱水後、簀にはりついたまま天日で乾燥します。(注)天日乾燥で作った海苔を干し(干ほし)海苔、乾燥機など機械で乾かした海苔を乾(ほし)海苔と書くように区別することがあります。
なお、手作業では、1枚の乾燥海苔を作るのに様々な工程があるため、7~8人の人手が必要でした。開発された省人省力機械の「全自動乾海苔製造装置」では、1~2人で生産することが可能ということです(自動化により1時間に1500~3000枚の乾海苔が生産可能)。わが国では現在、全型海苔の枚数で、年間約100億枚生産されています。従って、1人あたり年間80枚くらいの海苔を食べていることになります。
また、出来上がった浅草海苔は黒紫色でつやがあり、日光にすかすと緑色に見え、香気が高く乾燥したものが優良品であるとされています。
また、和紙の手漉き法には大きく分けて「溜め漉き」と「流し漉き」のふたつの方法があります。溜め漉きは古代中国から伝わった紙漉き法で、簀を張った漉桁(すきけた)の上に紙料を1回ですくい上げ、桁を水平にして前後左右にゆるやかに少し揺り動かしますが、どちらかと言えば、簀面に紙料液を溜める方法で、簀目の間から液を滴下させて、簀面に残った紙料で紙層を形成する技法です。
これに対して、流し漉きは奈良時代の終わりから平安時代の初めに、「ネリ」の発見とともに開発された日本独特の漉き方で、竹簀を張った漉桁でネリ(トロロアオイ)の入った紙料液を汲み上げて前後左右に揺すると、水が漉簀から落ちるにつれて繊維が絡み合い簀の上に薄い紙層ができます。最初に汲み上げることを、初水(うぶみず、化粧水)といい、紙の表面をつくります。その後は、求める厚さになるまで汲んでは揺する操作を数回繰り返します。希望の厚さになると、最後に漉簀の上の水を漉舟の中にもどします。これを捨て水(払い水)といって紙の裏面をつくります。なお、品質は後者のほうが良いとされておりますが、今の手漉き和紙は「流し漉き」が多く、海苔は「溜め漉き」に近い方法と言えます。
次に手漉きの和紙と海苔の生産過程の写真を対比して掲げます。なお、画像で和紙関係は以前に私が撮影したものですが、海苔関係は下記の参考サイトから引用させていただきました。有り難うございました。いずれも素晴らしいホームページですので、是非ご覧ください。
| 和紙 | 海苔 | 摘要欄 | |
|---|---|---|---|
| 原料 |  |
 |
和紙…楮の繊維 海苔…生のり |
| 打解 |  |
 |
和紙…叩解(こうかい) 海苔…切断 (叩き刻む) |
| 漉く |  |
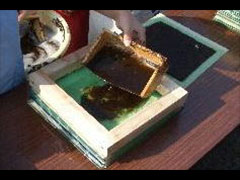 |
和紙…流し漉き 海苔…溜め漉き |
| 乾燥 |  |
 |
天日乾燥 |
この対比した写真のように、手漉きの和紙と海苔の作り方は非常に似ています。このことからも言えますが、前述の「浅草海苔」のいわれのところで、「海苔すき」は、当時漉かれていた浅草紙の漉き方を真似たということになっていますが、間違いなく和紙の紙漉き技術を取り入れれ、工夫して「海苔漉き」は行われるようになったと断定してよいと考えます。
ところで海苔に、表(オモテ)と裏(ウラ)の区別はあるのでしょうか?その答えは「あります」。海苔をよく見ると、光沢があるつやつやな面と、ざらざら感のある面がありますが、つやのある面がオモテ。巻き簾のあとの筋のある面がウラです。紙も同様ですが、表裏差があり、普通、なめらかな面を表、ざらざらした面を裏と呼びます。
ところで、表裏ができる原因は主に次のふたつがあります。ひとつは、紙をすく過程のワイヤーや簀に接し脱水されるときにできます。もう一つは、漉いた紙を乾燥させる過程で板に接した面が表、刷毛(はけ)でなでたあとが見える面が裏となります。
和紙の場合、ひとつ目は漉く過程で漉簀(すきす、単に簀…竹ひごを絹糸で編んだ竹簀が主体)の上に汲み上げられた紙料液は、繊維だけが簀に引っかかって、水は流れ落ちてしまいます。
その結果、簀の上に残った繊維層が紙になります。分散された紙料液には、長短の異なる繊維がありますが、紙を漉く最初のうちは長い繊維だけが簀のひごの上に引っかかっり、短い繊維はひごの間をすり抜けて流れ落ちてしまいます。紙料液を汲んでは揺する操作を繰り返すと、次第に長い繊維が簀の目に詰まっていき、隙間が狭くなり、短い繊維も引っかかっていきます。
このようにして、次々と繊維が積み重なっていき、簀に接した面には長い繊維が多く、簀と反対の面には長い繊維に混じって短い繊維も多く含まれるようになります。長い繊維が多いと表面の凹凸が目立ち、短い繊維が多いと滑らかな表面となります。
機械抄きの場合、抄紙機のワイヤーパートで紙匹が形成されるとき、ワイヤーに接した面を裏(裏面、ワイヤー面)、その反対面を表(おもて、表面、フェルト面)といいます。ここでフェルト面とは、プレスパートで湿紙から水分を除去するために用いる織物(フェルト)に接するので、こういいます。
一般的にワイヤー面が紙の平滑性が劣り、フェルト面のほうが滑らかな面をしております。また、抄紙ワイヤーの多い多層抄きの板紙は良質面が表、他の面を裏となります。これが表裏ができる第一の原因です。
しかし最近、洋紙では、従来の1枚のワイヤー(単網式)から2枚のワイヤーの間で紙を抄くツインワイヤー方式や長網の上部に新たにワイヤーを設置するオントップワイヤー方式の抄紙機が採用されようになり、また、他にもプレスパートの型式改善、ワイヤー、フェルトなどの用具の進歩、サイズプレスや加工機(塗工機)による表面処理・塗布が行われるなど、次第に紙の表裏差は軽減ないし解消されてきており、紙の表裏はほとんど分かりにくくなっています。まさに製紙技術の大幅な進歩です。
なお、手漉き和紙の場合、手漉きした紙に重石(おもし)などを載せ脱水しますが、まだかなりの水分を含んでいます。そのため木製の干板(ほしいた、張板(はりいた)とも言う)や乾燥機の金属板の上に張りつけて、日光による天日乾燥やスチームなどの伝導熱によって乾燥します。この干板や金属板に張りつけるときに、刷毛を使いますので、刷毛でなでた痕が残り、その反対の干板に接した面は滑らかになります。このように板に接していた平滑な面が表、刷毛のなでた痕がある面が裏となります。このため多くは漉簀に接した面が表になるように、この面を干板に接するように張り付けます。
ただ紙の種類によって差があるようで、鳥の子系の紙は上記のように簀の肌が表で、そのまま板に貼り乾燥されます。逆に奉書系の紙は、簀の反対側が表です。すなわち最後にすくった原料が紙の表となり、簀に当たった面が裏肌に仕上げます。